展示全部
多光束動態激光整形系統
近場光束分析儀 - NFBP系列
激光光束指向穩定系統
可變曲率半徑反射鏡/變焦反射鏡
焦點光束勻化鏡(勻光片)
超高功率激光功率計(>1KW)
高速激光束轉向系統FASTLIGHT
bH公司面向激光加工市場推出經濟型的具有光斑勻化功能的方形/八邊形光纖。通過這種非圓光纖方形光纖,能獲得能量均勻分布的平頂光斑。方形光纖是精密激光焊接、切割、表面處理以及等應用領域的理想選擇。同時方形光纖低焦比退化和優秀的擾模效應也是天文應用領域中圖像傳輸的最佳媒介。關鍵字:光纖,勻化,方形光纖,八邊形光纖,勻化光纖德國CeramOptec GmbH公司專注于光纖生產20多年,是一家同時具備光棒、裸纖、光纖跳線、定制型光纖束生產能力的企業。目前中國大陸地區由上海昊量光電設備有限公司獨家提供銷售和技術服務。近期根據市場上精密激光加工領域企業的需求,Ceramoptec GmbH將原先用于天文領域 ...
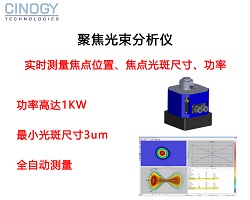
測到,只有在激光加工過程中才能被探測出來,這樣就產生了額外費用,增加了廢棄和返工的可能。監控最初的激光束的缺點是只檢測了激光器,而不是實際的光學系統,它不能告訴您下一步怎么處理半成品。通過設計合理的狹縫掃描光束分析儀,比如德國Cinogy公司光束質量分析儀,就可以測量光束在真實情況下的工作狀態。它可以精確地測量在工作臺上的光束直徑、形狀以及功率分布。提供光束直徑的數值、橢圓率,以及光斑質心的位置。對激光器、聚焦系統和發散系統所出現的問題都可以提前預警。 ...
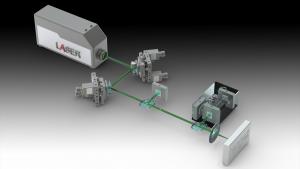
好,這是因為激光加工是非接觸式的,并且更靈活。此外,加工過程所受的限制更少,不需要進行昂貴的廢棄物處理,工具的成本也更合理。與放電加工相比,激光打孔能夠得到更高的長度直徑比,此外,它能夠對各種材料進行打孔,包括陶瓷,硅,鉆石和聚合物。圖1 用于打孔的光學裝置由于使用了靈活的激光光束來掃描,甚至非圓形且具有復雜外形的小孔都可以得到。在制造尺寸很小的孔的方面,已經有一系列非接觸、無摩擦的技術,它們使用 了緊密聚焦的光束,這些技術已經在微電子制造工藝和發動機零件的制造中建立了一定地位。如果小孔必須是圓錐形,將遇到特別的困難,因為在打孔方向上直徑不 斷在增加。這種幾何形狀在一些零件中是需要的,比如 ...
研究的深入,激光加工已經成為加工領域中的一種常用技術。近年來,皮秒激光器在各種材料的微加工中獲得越來越多的應用。微加工通常針對的是微米級別的加工需求,如金屬表面處理,同時還要避免對周邊材料造成熱損傷。微加工的目的就是獲得精細、干凈的切口,而且熱影響區(HAZ)最小。皮秒脈沖激光器的脈沖寬度之短、足以避免能量發生熱擴散并達到這些消融臨界過程所需要的峰值能量密度,因此在該加工應用領域具有眾多優勢。SPARK LASERS 紅外皮秒激光器基于其超短脈沖、高功率、高脈沖能量等優勢,在材料微加工領域有著廣泛的應用。1.議題可行性實驗的主要目的是使用皮秒激光器通過絕緣膜(陶瓷)清晰劃線,顯示不銹鋼的一些規 ...
微納加工 激光加工介紹: 空間光調制器(SLM)可以將信息加載到二維光學數據場中,是一種對光束進行調整的器件。通過控制加載到SLM上的灰度圖,SLM可以調控空間光場的相位、振幅、偏振等,或者實現光的非相干性到相干性的轉變。將SLM同超快激光微納加工技術結合起來,發揮二者的優勢,可大大提高激光微納加工的效率和靈活性。如:利用SLM生產多焦點的陣列(e.g. 30x30), 從1個點變成900個點,加工效率提高900倍。同時通過控制各個點的位置,可以實現不同線寬不同焦深的控制。SLM還可以通過加載計算全息圖,可實現圖案結構的一次性曝光加工。圖1 利用SLM生成多焦點陣列及并行加工圖案圖2 市 ...
一、簡介激光引起的損傷的原因主要有兩類:熱吸收-產生于SLM中一種或多種材料對激光能量的吸收。這種損傷形式一般適用于連續波(CW)激光器、長脈沖(單脈沖長度≥1 ns)激光器和高重復率的激光器,這些激光器的平均功率可以非常高。介電擊穿-當高峰值功率密度的激光器以超過熱吸收速率的速度將電子從材料中剝離而導致燒蝕損傷時發生。這種損傷形式一般適用于具有高峰值功率的短脈沖激光器為了說明這些概念,圖1-圖5舉例說明了隨時間變化的激光功率密度曲線(紅色單線)和材料溫度(藍色雙線)。每條曲線顯示了高脈沖功率密度如何能立即導致介質擊穿,以及在整個激光脈沖周期中材料溫度如何升高,從而接近熱損傷點。不同的材料有不 ...
而變化,這在激光加工和激光焊接中是非常重要的,因為它決定了焊接位置的高能量密度。ISO標準規定了一種計算M2的方法,測量一組光束的直徑,最大限度地減少誤差來源。以下是主要步驟:- 用無像差透鏡聚焦。- 使用ISO標準中詳細的回歸方程來擬合雙曲線到X軸和Y軸的數據點,通過最小化測量誤差來提高計算的準確性。-從擬合曲線中提取每個軸的θ、R、W0和M2的值。ISO標準還提出了一些關于直徑測量的額外規則(特別是當使用CCD或CMOS陣列傳感器時):-用直徑的三倍作為計算區域。-在進行測量之前一定要去除背景噪聲。部分產品介紹:對于激光光束質量檢測的相關儀器,目前比較成熟的方案提供商為我司獨家代理的德國C ...
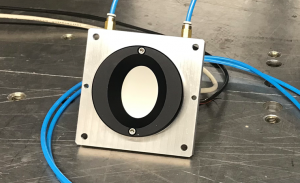
光束質量分析儀測量原理(一)光束質量分析儀(光束輪廓分析儀)是一種用于激光束測量的重要工具,它不僅可以測量激光束的整個光強分布,也可以測量激光束的具體形狀及大小。在一些激光應用(例如激光切割、激光打孔)方面上,激光束的檢測是非常重要的,它影響著切割的精度以及鉆孔的質量。目前市面上使用較多光束測量方法有狹縫掃描法、刀口掃描法、面陣相機法。狹縫法和刀口法掃描時間較長、且為人工控制、測量精度難以把控。該測量方法操作復雜,容易出錯,多為經驗豐富的技術人員操作,但優勢在于可以測量大功率激光。面陣相機操作簡單、掃面速度快、測量精度高、光譜響應范圍寬等諸多優點,成為現在主流的光束測量方法。此外,相機前面加上 ...
(HOT)、激光加工、超分辨顯微成像、散射或渾濁介質中的成像、飛秒激光脈沖整形、光學加密、量子計算、光通信;上海昊量光電作為MeadowlarkOptics在中國大陸地區唯一的代理商,為您提供專業的選型以及技術服務。對于高速、高損傷閾值SLM有興趣或者任何問題,都歡迎通過電話、電子郵件或者微信與我們聯系。如果您對高速、高損傷閾值SLM有興趣,請訪問上海昊量光電的官方網頁:http://www.champaign.com.cn/details-1785.html歡迎繼續關注上海昊量光電的各大媒體平臺,我們將不定期推出各種產品介紹與技術新聞。更多詳情請聯系昊量光電/歡迎直接聯系昊量光電關于昊量光電: ...
件采用標準脊激光加工工藝制備:波導采用光刻工藝,濕蝕刻至~6 μm深;采用等離子體增強化學氣相沉積(PECVD)法制備了1.2 μm的Si3N4;采用光刻和反應蝕刻(RIE)技術在空腔頂部(不包括背面)打開了寬度約18 μm的接觸窗;接觸模式再次通過光刻技術定義,通過電子束蒸發從三個不同角度沉積30/300 nm的Ti/Au頂部金屬接觸,以確保覆蓋在螺旋形腔的所有側壁上。取下后,將襯底薄至~200 μm,通過電子束蒸發沉積20/200 nm的Ge/Au底金屬接觸層。然后將器件安裝在外延側的銅散熱器上。圖3由于前面傾斜,采用遠場測量來確定發射角。如圖1(c)所示,8毫米和12毫米器件的遠場測量是 ...
或 投遞簡歷至: hr@auniontech.com